SOLDADURA
Se entiende por soldadura en su
sentido más general, a un proceso de fabricación mediante el cual se realiza la
unión continua y homogénea de dos materiales, que puede llevarse a cabo, aunque
dependiendo del tipo de soldadura, mediante la aportación directa de calor o
sin ella, con aplicación de material de aportación o sin ella, o mediante la
aplicación o no de esfuerzo mecánico entre las piezas a unir.
La soldadura es un proceso de
unión entre metales por la acción del calor, con o sin aportación de material
metálico nuevo, dando continuidad a los elementos unidos.
Es necesario suministrar calor
hasta que el material de aportación funda y una ambas superficies, o bien lo
haga el propio metal de las piezas. Para que el metal de aportación pueda
realizar correctamente la soldadura es necesario que «moje» a los metales que
se van a unir, lo cual se verificará siempre que las fuerzas de adherencia
entre el metal de aportación y las piezas que se van a soldar sean mayores que
las fuerzas de cohesión entre los átomos del material añadido.
Los efectos de la soldadura
resultan determinantes para la utilidad del material soldado.
El metal de aportación y las
consecuencias derivadas del suministro de calor pueden afectar a las
propiedades de la pieza soldada. Deben evitarse porosidades y grietas añadiendo
elementos de aleación al metal de aportación, y sujetando firmemente las piezas
que se quieren soldar para evitar deformaciones. También puede suceder que la
zona afectada por el calor que de dura y quebradiza. Para evitar estos efectos
indeseables, a veces se realizan precalentamientos o tratamientos térmicos
posteriores. Por otra parte, el calor de la soldadura causa distorsiones que
pueden reducirse al mínimo eligiendo de modo adecuado los elementos de sujeción
y estudiando previamente la secuencia de la soldadura.
Hoy día la ciencia ha avanzado
mucho en materia de soldadura, permitiendo la utilización de tecnologías
vanguardistas como robots y procesos automáticos de gran velocidad, pero que en
su mayor parte se realiza en taller.
Dentro de las características más
importantes que se deben tener en cuenta para obtener excelentes resultados en
el proceso de soldadura están: Composición química, tamaño grano y el espesor
de la placa.
a.
Composición química
El elemento más importante que
afecta la soldabilidad es el carbono, sin embargo, el efecto de otros elementos
también se tiene en cuenta mediante una fórmula de carbono equivalente. Se
obtienen mejores resultados en la soldadura a medida que el carbono equivalente
es menor, debido a que la máxima dureza y la fragilidad, que un acero puede
llegar a alcanzar después de un rápido descenso de temperatura con medios
enfriadores, es directamente proporcional al carbono equivalente.

Aleaciones de Ni, Cr y Mo en el
acero permiten el endurecimiento con bajas tasas de enfriamiento, incluso
aumentando la dureza a distancias alejadas de la superficie; el
precalentamiento es la solución más común para la disminución de la tasa de
enfriamiento y dureza.
Los electrodos son diseñados
usualmente para depositar un material de aporte con un contenido del 0,008% a
0,12% de carbono para evitar agrietamiento.
b.
Tamaño de Grano
Se obtienen buenos resultados en
la soldadura par aceros, con un tamaño de grano fino, el tamaño de grano es una
de las principales variables que afectan la ductilidad y la resistencia al
impacto. Un grano es una porción del material dentro del cual el arreglo de
átomos, ó estructura cristalina, es distinta en cada grano vecino. La zona
donde se encuentran 2, ó más granos, se denomina límite de grano, y es la zona
donde se detienen las dislocaciones producto de las cargas externas. Un método
para controlar las propiedades de un material metálico es controlar su tamaño de
grano. Al reducir este, se aumenta su cantidad, y en consecuencia se aumenta la
cantidad de superficies límites aumentando la resistencia del mismo. Se
obtienen buenos resultados en la soldadura para aceros con un tamaño de grano
fino.
c.
Espesor
En general, si el espesor a ser
soldado disminuye, se mejora la soldabilidad del material. Las láminas gruesas
absorben el calor con tasas de enfriamiento más rápidas que las láminas
delgadas usando el mismo tipo de soldadura. Una solución parcial para ello es
precalentar la lámina y mantenerla a una temperatura de unos cientos de grados
centígrados para las condiciones de operación de la soldadura.
CARACTERIZACIÓN DE LA
SOLDADURA
En el proceso de soldadura
interviene una serie de factores previos a la realización de los trabajos que
habrá que tener en cuenta, a la vez que se deriva una problemática específica a
este procedimiento una vez finalizada la tarea.
Entre los factores a tener en
cuenta antes de comenzar los trabajos de soldadura se destacan los siguientes:
·
Tipos de materiales a unir y su soldabilidad
·
Elección del procedimiento de soldeo a emplear
en función del material, diseño de la unión, uso posterior, medios disponibles…
·
Cualificación de los operarios
·
Propios del desarrollo del proceso
(estabilización del arco, reacciones químicas presentes, desarrollo de la
transferencia del material,…)
Una vez finalizado los trabajos
se debe comprobar la calidad y el estado de los mismos, a la vez que se deberá
tener en cuenta otros aspectos que son propios al proceso de soldadura como
son:
·
Aparición de tensiones térmicas durante el
proceso de soldadura, y de tensiones residuales una vez finalizado los
trabajos.
·
Problemas de fatiga, que pueden llevar a la
rotura de la unión ante solicitaciones cíclicas.
·
Aparición de agrietamientos y de nuevas
estructuras metalúrgicas en la zona donde se produce la unión y el área
limítrofe afectada térmicamente.
·
Necesidad de llevar a cabo labores de inspección
una vez efectuado los trabajos, a fin de comprobar su integridad.
Clasificación de los
procedimientos de soldadura
A continuación se expone una
clasificación de los procedimientos para soldaduras de fusión atendiendo a
factores como la fuente de energía ( si eléctrica o química), al calor aportado
(por arco eléctrico, por resistencia, por radiación, mediante llama o por
reacción de productos sólidos), al esfuerzo mecánico ( si hay o no presión) y
por el tipo de protección empleada (mediante gas, flujo).

Clasificación de los
tipos de soldadura
Se pueden distinguir primeramente
los siguientes tipos de soldadura:
·
Soldadura
heterogénea. Se efectúa entre materiales de distinta naturaleza, con o sin
metal de aportación: o entre metales iguales, pero con distinto metal de
aportación. Puede ser blanda o fuerte.
·
Soldadura
homogénea. Los materiales que se sueldan y el metal de aportación, si lo
hay, son de la misma naturaleza. Puede ser oxiacetilénica, eléctrica (por arco
voltaico o por resistencia), etc. Si no hay metal de aportación, las soldaduras
homogéneas se denominan autógenas.
Por soldadura
autógena se entiende aquélla que se realiza sin metal de aportación, de manera
que se unen cuerpos de igual naturaleza por medio de la fusión de los mismos;
así, al enfriarse, forman un todo único.


Soldadura blanda
Es un tipo de soldadura
heterogénea, es decir, los materiales a soldar pueden ser de la misma o
distinta naturaleza, se caracteriza por la utilización de un tipo de material
de bajo punto de fusión, por debajo de los 400ºC, normalmente emplea el estaño,
cuya fusión se produce entre los 200ºC.
La ejecución de esta soldadura
representa las siguientes ventajas; las piezas a unir no se funden, cuando esta
en estado líquido el material de aportación penetra en las irregularidades de
las piezas a unir, la unión se realiza mediante el material de aportación, no
de las piezas directamente.
USO DE LOS FUNDENTES:
El uso de estos es para fundir
diferentes metales, entre ellos el plomo, el cobre, es muy utilizado en los
sistemas de soldaduras, El éxito de la soldadura depende en gran parte del
fundente.
El mismo evita la oxidación
durante el proceso de soldadura, reduce los óxidos ya formados y disminuye la
tensión superficial del material de aporte.
Los fundentes aglomerados se
hacen mezclando los constituyentes, finamente pulverizados, con una solución
acuosa de un aglomerante tal como silicato sódico; la finalidad es producir
partículas de unos pocos milímetros de diámetro formados por una masa de
partículas más finas de los componentes minerales.
Después de la aglomeración el
fundente se seca a temperatura de hasta 800º C.
Los fundentes sinterizados se
hacen calentando pellets (bola de mineral de hierro aglomerado de pequeño
tamaño) componentes pulverizados a temperaturas justo por debajo del punto de
fusión de algunos de los componentes. Las temperaturas alcanzadas durante la
fabricación limitan los componentes de los fundentes.
Para fundir un fundente las
temperaturas deben ser tan altas que los carbonatos y muchos otros minerales se
descomponen, por lo cual los fundentes básicos que llevan carbonatos deben
hacerse por alguno de los otros procedimientos, tales como aglomeración.
Se ha sabido durante años que la
baja tenacidad se favorece con el uso de fundentes ácidos y que los fundentes
de elevado contenido en silicio tienden a comunicar oxígeno al metal soldado.
Inversamente los fundentes básicos dan un metal soldado limpio, con pocas
inclusiones no metálicas, y, consecuentemente, de elevada tenacidad. Tanto la
composición del fundente como su estado de división influyen en el control de la
porosidad.
Características de los
elementos de la soldadura oxiacetilénica:
Los gases en estado comprimido
son en la actualidad prácticamente indispensables para llevar a cabo la mayoría
de los procesos de soldadura. Por su gran capacidad inflamable, el gas más
utilizado es el acetileno que, combinado con el oxígeno, es la base de la
soldadura oxiacetilénica y oxicorte, el tipo de soldadura por gas más
utilizado.
Por otro lado y a pesar de que
los recipientes que contienen gases comprimidos se construyen de forma
suficientemente segura, todavía se producen muchos accidentes por no seguir las
normas de seguridad relacionadas con las operaciones complementarias de
manutención, transporte, almacenamiento y las distintas formas de utilización.
Procedimiento para
soldar.
Lo primero que se debe hacer es
limpiar las superficies, tanto mecánicamente como desde el punto de vista
químico, es decir, desengrasarlas, desoxidarlas y posteriormente recubrirías
con una capa de material fundente que evite la posterior oxidación y facilite
el «mojado» de las mismas. A continuación se calientan las superficies con un
soldador y, cuando alcanzan la temperatura de fusión del metal de aportación,
se aplica éste; el metal corre libremente, «moja» las superficies y se endurece
cuando enfría. El estaño se une con los metales de las superficies que se van a
soldar. Comúnmente se estañan, por el procedimiento antes indicado, ambas caras
de las piezas que se van a unir y posteriormente se calientan simultáneamente,
quedando así unidas.

En muchas ocasiones, el material
de aportación se presenta en forma de hilo enrollado en un carrete.
En este caso, el interior del
hilo es hueco y va relleno con la resma antioxidante, lo que hace innecesario
recubrir la superficie.
Tiene multitud de aplicaciones,
entre las que destacan:
·
Electrónica. Para soldar componentes en placas
de circuitos impresos.
·
Soldaduras de plomo. Se usan en fontanería para
unir tuberías de plomo, o tapar grietas existentes en ellas.
·
Soldadura de cables eléctricos.
·
Soldadura de chapas de hojalata.
Aunque la soldadura blanda es muy
fácil de realizar, presenta el inconveniente de que su resistencia mecánica es
menor que la de los metales soldados; además, da lugar a fenómenos de
corrosión.

Soldadura fuerte
También se llama dura o amarilla.
Es similar a la blanda, pero se alcanzan temperaturas de hasta 800ºC. Como
metal de aportación se suelen usar aleaciones de plata, y estaño (conocida como
soldadura de plata); o de cobre y cinc . Como material fundente para cubrir las
superficies, desoxidándolas, se emplea el bórax. Un soplete de gas aporta el
calor necesario para la unión. La soldadura se efectúa generalmente a tope,
pero también se suelda a solape y en ángulo.
Este tipo de soldadura se lleva a
cabo cuando se exige una resistencia considerable en la unión de dos piezas
metálicas, o bien se trata de obtener uniones que hayan de resistir esfuerzos
muy elevados o temperaturas excesivas. Se admite que, por lo general, una
soldadura fuerte es más resistente que el mismo metal que une.

La soldadura por
presión
La soldadura en frío es un tipo
de soldadura donde la unión entre los metales se produce sin aportación de
calor. Puede resultar muy útil en aplicaciones en las que sea fundamental no
alterar la estructura o las propiedades de los materiales que se unen. Se puede
realizar de las siguientes maneras:
·
Por
presión en frio o en caliente. Consiste en limpiar concienzudamente las
superficies que hay que unir; y, tras ponerlas en contacto, aplicar una presión
sobre ellas hasta que se produzca la unión.
·
Por
fricción. Se hace girar el extremo de una de las piezas y, después, se pone
en contacto con la otra. El calor producido por la fricción une ambas piezas
por deformación plástica.
Soldadura
oxiacetilénica (con gases al soplete)
El calor aportado en este tipo de
soldadura se debe a la reacción de combustión del acetileno (C2H2): que resulta
ser fuertemente exotérmica, pues se alcanzan temperaturas del orden de los 3500
ºC.

a)
Cilindros
de presión de acetileno
El acetileno se suministra en
cilindros o botellas de acero a presión. Se trata de un gas altamente
inestable, por lo que requerirá de cuidados especiales para su almacenamiento.
Así, el interior de la botella de acetileno deberá ser preparada con una masa
porosa de arena, carbón vegetal, amianto, cemento y todo embebido en acetona,
para evitar la explosión del acetileno. La presión de suministro o de llenado
de las botellas es de 15 kg/cm2.
Adjunto se incluye una tabla con las características de las
botellas de suministro del gas:
Volumen en botellas
(litros)
|
Diámetro (mm.)
|
Altura con tulipa
(mm.)
|
Peso total aprox.
llenas (Kg.)
|
Presión de llenado
(bar a 15ºC)
|
Contenido (Kg.)
|
40
|
229
|
1370
|
81
|
15
|
7
|
40/33
|
229
|
1370
|
80
|
15
|
6
|
20
|
204
|
905
|
40
|
15
|
4
|
5
|
140
|
600
|
14
|
15
|
1
|
b)
Cilindros
de presión de oxígeno
El oxígeno se suministra
igualmente en botellas de acero a presiones elevadas, superiores a los 150
kg/cm2. Al ser intensamente oxidante, deberá evitarse todo contacto con
sustancias fácilmente combustibles, ya que podrá provocar su combustión. Todos
los accesorios y elementos que puedan entrar en contacto con el oxígeno deberán
estar exentos de grasa, aceites y lubricantes.
Adjunto se incluye una tabla con
las características de las botellas de suministro:
Volumen en botellas
(litros)
|
Diámetro (mm.)
|
Altura con tulipa
(mm.)
|
Peso total aprox.
llenas (Kg.)
|
Presión de llenado
(bar a 15ºC)
|
Contenido (m3.)
|
50
|
229
|
1640
|
84
|
200
|
10,6
|
20
|
204
|
940
|
37
|
200
|
4,2
|
10
|
140
|
950
|
24
|
200
|
2,8
|
5
|
140
|
610
|
12
|
200
|
1
|
2,5
|
115
|
450
|
5
|
200
|
0,5
|
Otros datos de
interés se relacionan a continuación:
·
Proporción de la
mezcla (Acetileno/Oxígeno) para la llama:
Máximo: 1:1,5
Normal: 1:1,1
·
Temperatura de la
llama:
Máximo: 3160 ºC
Normal: 3106 ºC
·
Velocidad de
propagación de la llama:
Máximo: 1160 cm/seg
Normal: 710 cm/seg
c)
Metal de aporte
Se suministran en
varillas de metal que se funden con la llama y se depositan sobre los bordes de
la pieza a soldar o sobre la superficie para compensar desgastes. Además,
pueden ser utilizados para conferir ciertas propiedades mecánicas al metal
base.Para la elección del material de aporte se debe tener en cuenta los siguientes factores:
- que sea de la mejor
calidad posible;
- que las propiedades
mecánicas del metal de aporte sean tales que la unión soldada que resulte posea
mejores propiedades mecánicas que el metal base;
- se recomienda que en
su composición química haya exceso de Mn, Si y C;
- el diámetro de la
varilla será en función del método de ejecución y del espesor de la pieza a
soldar.
Según la naturaleza
del metal base, el tipo de varilla de aporte en la soldadura fuerte puede
clasificarse en:
- Cobre puro;
- Aleaciones a base de
plata;
- Aleaciones a base de
cobre;
- Aleaciones a base de
aluminio.
d) Fundentes
Como ya se trató anteriormente en la sección 3.3 los fundentes son productos químicos que se utilizan para evitar la formación de óxidos que puedan quedar ocluidos en la unión soldada. Su uso es obligatorio para la soldadura de todos los metales y aleaciones salvo para el acero suave.
Los requisitos que deben reunir los fundentes son tales que:
- deberán ser capaz de
disolver la película de óxido que se forma durante el proceso de soldeo;
- el compuesto
resultante (fundente+óxido) deberá ser ligero y flotar en el metal fundido,
para evitar así que quede ocluido en el interior de la soldadura;
- deberá poseer una
temperatura de fusión inferior a la del metal base.
Metal
|
Varilla
|
Tipo de Llama
|
Fundente
|
Acero Suave
|
Acero al Carbono
|
Neutra
|
No
|
Acero Inoxidable
|
Acero Inoxidable
|
Neutra
|
Sí
|
Aleación de Aluminio
|
Aluminio
|
Carburizante
|
Sí
|
Aleación de Cobre
|
Cobre
|
Neutra
|
Sí
|
2C2H2
+ 502 -> 4C02
+ 2H20
En
la llama se distinguen diferentes zonas, claramente diferenciadas: Una zona
fría a la salida de la boquilla del soplete sonde se mezclan los gases, a
continuación el dardo que es la zona más brillante de la llama y tiene forma de
tronco de cono, posteriormente se encuentra la zona reductora que es la parte más
importante de la llama, donde se encuentra la mayor temperatura (puede llegar a
alcanzar los 3150 ºC) y por último el penacho o envoltura exterior de la llama.

Según la relación
oxígeno/acetileno la llama puede ser oxidante si tiene exceso de O2, es una
llama corta, azulada y ruidosa. Alcanza las máximas temperaturas. Reductora si tiene
falta de O2, es una llama larga, amarillenta y alcanza menos temperatura.
Neutra o normal que es aquella ideal para soldar acero O2/C2H2 = 1 a 1’14.
Para llevar a cabo esta soldadura
es necesario disponer de:
·
Una botella de acetileno disuelto en acetona (lo
que reduce el riesgo de explosiones indeseables). La botella va provista de
válvulas de seguridad, de una llave de cierre y reducción de presión y de un
manómetro de control de baja y alta presión. O bien, un generador de acetileno,
aparato para producir acetileno a partir del C2Ca y el agua.

·
Una botella de oxígeno a gran presión provista
también de manómetros de control de baja y alta presión, y de válvulas de
cierre y reducción. La presión de trabajo se consigue abriendo la válvula de
cierre por completo, y la de reducción hasta que el manómetro de baja indique
la presión adecuada.

·
Como material de aportación se emplean varillas
metálicas de la misma composición que el metal que se desea soldar.
·
El desoxidante depende de la naturaleza de los
metales que se suelden. Suele presentarse en forma de polvo que recubre las
varillas del material de aportación.
·
Tuberías, por lo general de goma, que conducen
el acetileno y el oxígeno hasta el soplete, permitiendo además que éste se
pueda mover con facilidad. Suelen ser de distinto color, lo que permite
diferenciarlas.

·
Soplete. Es el dispositivo en el que se realiza
la combustión de la mezcla de acetileno y oxígeno, cuya composición se regula
adecuadamente por medio de dos válvulas situadas en la empuñadura. También
suele disponer de boquillas intercambiables que permiten trabajar con piezas de
distintos grosores.

·
Material de protección adecuado (gafas
protectoras, ropa, guantes...).
·
Puesto de trabajo. Suele ser una mesa compuesta
por un tablero de material refractario y provisto de un soporte para apoyar el
soplete. También suele llevar un tornillo de banco para sueldan.
·
El procedimiento de soldeo puede ser a izquierda
o a derechas.
Soldadura por arco
eléctrico (SWAN)
Este tipo de soldadura es uno de
los procesos de unión de metales más antiguos que existe, su inicio data de los
años 90 de siglo XVIII. En la que se utilizaba un electrodo de carbón para
producir el arco eléctrico, pero no es sino hasta 1907, cuando el fundador de
ESAB1.
Oscar Kjellber2 desarrolla el
método de soldadura con electrodo recubierto, también conocido como método SMAW
(Shielded Metal Arc Welding).
Fue el primer método aplicado con
grandes resultados, no solo de orden técnico, sino también de orden económico,
ya que este proceso permitió el desarrollo de procesos de fabricación mucho más
eficaces, y que hasta hoy en día solamente han sido superados por modernas
aplicaciones, pero que siguen basándose en el concepto básico de la soldadura
al arco con electrodo auto protegido.
Diagrama esquemático del proceso
de soldadura:

1.
Electrodo
2.
Atmosfera de protección
3.
Escoria
4.
Metal base
5.
Metal fundido del núcleo del electrodo
6.
Deposito de soldadura o cordón de soldadura
El Proceso
Consiste en la utilización de un
electro con un determinado recubrimiento, según sea las características
específicas, y que describiremos brevemente enseguida. A través del mismo se
hace circular un determinado tipo de corriente eléctrica, ya sea esta de tipo
alterna o directa. Se establece un corto circuito entre el electrodo y el
material base que se desea soldar o unir, este arco eléctrico puede alcanzar
temperaturas del orden de los 5500 ºC, depositándose el núcleo del electrodo
fundido al material que se está soldando, de paso se genera mediante la
combustión del recubrimiento, una atmosfera que permite la protección del
proceso, esta protección se circunscribe a evitar la penetración de humedad y
posibles elementos contaminantes. También se produce una escoria que recubre el
cordón de soldadura generado.
El equipo
El equipo es relativamente
sencillo, y se compone básicamente de una fuente de poder, porta electrodo, y
cable de fuerza.

El electrodo
Como ya hemos visto, para poder realizar este proceso de
soldadura al arco con electrodo recubierto, se dispone de una gran diversidad
de tipos de electrodos, cada uno de ellos se selecciona en base al material de
que está constituido su núcleo, así como por su tipo de recubrimiento y además
por el diámetro del electrodo. La AWS. (Amercian Welding Societi) ha
normalizado su diseño y utilización.
Para efectos de identificación se utiliza las siguientes
siglas. Esta identificación aparece en la parte superior de cada electrodo.
Como una aclaración: diremos que la sigla de posiciones, se refiere a la
posición en la que se coloca el electro a la hora de estar ejecutando el cordón
de soldadura.

Resistencias a la tensión, según designación:

Posiciones de soldadura:

Tipos de recubrimientos:

En la actualidad, la soldadura
eléctrica resulta indispensable para un gran número de industrias. Es un
sistema de reducido coste, de fácil y rápida utilización, resultados perfectos
y aplicable a toda clase de metales. Puede ser muy variado el proceso.

El procedimiento de soldadura por
arco consiste en provocar la fusión de los bordes que se desea soldar mediante
el calor intenso desarrollado por un arco eléctrico. Los bordes en fusión de
las piezas y el material fundido que se separa del electrodo se mezclan
íntimamente, formando, al enfriarse, una pieza única, resistente y homogénea.
Al ponerse en contacto los polos
opuestos de un generador se establece una corriente eléctrica de gran
intensidad. Si se suministra la intensidad necesaria, la sección de contacto
entre ambos polos -por ser la de mayor resistencia eléctrica- se pone
incandescente. Esto puede provocar la ionización de la atmósfera que rodea a la
zona de contacto y que el aire se vuelva conductor, de modo que al separar los
polos el paso de corriente eléctrica se mantenga de uno a otro a través del
aire.

Antes de iniciar el trabajo de
soldadura se deben fijar las piezas sobre una mesa o banco de trabajo, de
manera que permanezcan inmóviles a lo largo de todo el proceso. Durante la
operación, el soldador debe evitar la acumulación de escoria, que presenta una
coloración más clara que el metal. El electrodo ha de mantenerse siempre
inclinado, formando un ángulo de 15º aproximadamente sobre el plano horizontal
de la pieza, y comunicar un movimiento lento en zigzag -de poca amplitud-, para
asegurar una distribución uniforme del metal que se va desprendiendo del
electrodo.

El arco eléctrico genera un
cráter en la pieza. Es fundamental, para que la soldadura presente una
penetración eficaz, tener en cuenta la longitud del arco (distancia entre el
extremo del electrodo y la superficie del baño fundido). Si el arco es
demasiado pequeño, la pieza se calienta exageradamente y la penetración resulta
excesiva; en ese caso, puede llegar a producirse una perforación peligrosa. Por
el contrario, si el arco es demasiado largo, se dispersa parte de su calor, y
la penetración resulta insuficiente. El operario soldador ha de ser lo bastante
hábil como para mantener el arco a la longitud adecuada. Las temperaturas que
se generan son del orden de 3 500 ºC.

Este tipo de soldadura puede
realizarse con electrodos metálicos o de carbón. Esto ha dado lugar, a lo largo
de la historia de la soldadura por arco, a varios procedimientos distintos:
·
Procedimiento
Zerener. Con este método, de patente alemana, el arco salta entre dos electrodos
de carbón, y mediante un electroimán se dirige hacia la junta que se desea
soldar para mejorar la aportación de calor. Actualmente este procedimiento ha
caído en desuso, debido a que se forma óxido en la soldadura y a que resulta
excesivamente complicada tanto la construcción de los porta electrodos como la
posterior retirada de los mismos.
·
Procedimiento
Bernardos. Sustituye uno de los electrodos de carbón por la pieza que hay
que soldar, de manera que el arco salta entre ésta y el otro electrodo de
carbón. Constituye una mejora del método de Zerener, y aún se emplea en algunas
máquinas de soldadura automática con corriente continua.
·
Procedimiento
Slavianoff. Este método, de origen ruso y que data de 1891, realiza la soldadura
mediante el arco que salta entre la pieza y un electrodo metálico. Estas
soldaduras son bastante deficientes, pues se oxidan con el oxígeno del aire.
·
Procedimiento
Kjellberg. Finalmente, en el año 1908, Kjellberg comenzó a utilizar electrodos
metálicos recubiertos de cal. Este revestimiento, aunque no es el más adecuado,
mejora mucho la soldadura. Efectivamente, la idea respondió al fin deseado, de
manera que en la actualidad se están obteniendo importantes avances en la
investigación de recubrimientos apropiados (recubrimiento ácido, básico,
oxidante, de rutilo...) para los electrodos, que son cada vez más gruesos y
completos. El recubrimiento, además, tiene otros fines como son: añadir
elementos de aleación al baño fundido, formar una escoria fluida, estabilizare
el arco, etc.
Todos estos procedimientos son
manuales pero hay otros procedimientos semiautomáticos o totalmente
automáticos.
Soldadura por arco sumergido Utiliza
un electrodo metálico continuo y desnudo. El arco se produce entre el alambre y
la pieza bajo una capa de fundente granulado que se va depositando delante del
arco.
Tras la soldadura se recoge el
fundente que no ha intervenido en la operación.

Soldadura por arco en
atmósfera inerte MIG/MAG
Este procedimiento se basa en
aislar el arco y el metal fundido de la atmósfera, mediante un gas inerte
(helio, argón, hidrógeno, anhídrido carbónico, etc.).
Existen varios procedimientos:
·
Con electrodo refractario (método TIG).
Descripción
del proceso:
En nuestros días las exigencias tecnológicas en cuanto
a calidad y confiabilidad de las uniones soldadas, obligan a adoptar nuevos
sistemas, destacando entre ellos la soldadura al arco por electrodos de
tungsteno y protección gaseosa (TIG).
El sistema TIG es un sistema de soldadura al arco con
protección gaseosa que utiliza el intenso calor del arco eléctrico, generado
entre un electrodo de tungsteno no consumible y la pieza a soldar, donde puede
utilizarse o no metal de aporte.
Se utiliza un gas de protección cuyo objetivo es
desplazar el aire, para eliminar la posibilidad de contaminación de la
soldadura por él oxigeno y nitrógeno presente en la atmósfera.
Como gas protector se puede emplear argón o helio o
una mezcla de ambos.
La característica más importante que ofrece este
sistema es entregar alta calidad de soldadura en todos los metales, incluyendo
aquellos difíciles de soldar, como también para soldar metales de espesores
delgados y para depositar cordones de raíz en unión de cañerías.
Las soldaduras hechas con sistema TIG son más fuertes,
más resistentes a la corrosión y más dúctiles que las realizadas con electrodos
convencionales.
Cuando se necesita alta calidad y mayores
requerimientos de terminación, se hace necesario utilizar el sistema TIG para
lograr soldaduras homogéneas, de buena apariencia y con un acabado completamente
liso.
Aplicaciones del sistema TIG
Este sistema TIG puede ser aplicado casi a cualquier
tipo de metal, como: aluminio, acero dulce, inoxidable, fierro, fundiciones,
cobre, níquel, manganeso, etc.
Es especialmente apto para unión de metales de
espesores delgados desde de 0.5 mm, debido al control preciso del calor del
arco y la facilidad de aplicación con o sin metal de aporte. Ej. : Tuberías, estanques,
ETC.
Se utiliza en unión de espesores mayores, cuando se
requiere de calidad y buena terminación de la soldadura.
Se puede utilizar para aplicaciones de recubrimiento
duro de superficie y para realizar cordones de raíz en cañerías de acero al
carbono.
En soldadura por arco pulsado, suministra mayor
control del calor generado por arco con piezas de espesores muy delgados y
soldaduras en posición.
Características y ventajas del sistema TIG
·
No se requiere de fundente, y no hay necesidad de
limpieza posterior en la soldadura.
·
No hay salpicadura, chispas ni emanaciones, al
circular metal de aporte a través del arco Brinda soldadura de alta calidad en
todas las posiciones, sin distorsión.
·
Al igual que todos los sistemas de soldadura con
protección gaseosa, el área de soldadura es visibles claramente.
·
El sistema puede ser automatizado, controlado
mecánicamente la pistola y/o el metal de aporte.
Generadores de Soldadura
Para el soldeo por el procedimiento TIG puede
utilizarse cualquier grupo convencional, de corriente continua o de corriente
alterna, de los que se emplean se emplean en la soldadura por arco, con
electrodos revestidos. Sin embargo, es importante que permita un buen control
de la corriente en el campo de las pequeñas intensidades. Esto es necesario con
vistas a conseguir una buena estabilidad del arco incluso a bajas intensidades.
Esto es necesario con vistas a conseguir una buena estabilidad del arco,
incluso a bajas intensidades, lo que resulta especialmente interesante en la
soldadura de espesores finos.
Cuando se utilice un grupo de corriente continua que
no cumpla esta condición, es recomendable conectar una resistencia en el cable
de masa, entre el generador y la pieza. Esta solución permite conseguir arco
estable, incluso a muy bajas intensidades.
En cuanto a las máquinas de corriente alterna
(transformadores), deben equiparse con un generador de alta frecuencia. A este
respecto, hay que recordar que en la soldadura de corriente alterna el sentido
de circulación de la corriente está cambiando continuamente.
En cada inversión nos encontraremos con un pequeño
período de tiempo en el que no circula corriente. Esto produce inestabilidades
en el arco, e incluso puede provocar una extinción. Cuando se acopla un
generador de alta frecuencia, circula una corriente más uniforme y se
estabiliza el arco.
Tanto la resistencia, para los generadores de
corriente continua, como el generador de alta frecuencia, para los
transformadores pueden obtenerse fácilmente, en la mayoría de las casas suministradoras
de material de soldadura. Válvulas y otros instrumentos de control para
soldadura semiautomática o automática, también se suministran por separado.
Estos dispositivos pueden acoplarse a los <> para controlar
la circulación del gas de protección y del agua de refrigeración.
También se encuentran generadores especialmente
diseñados para soldadura Tig, equipados con todos estos accesorios. La mayor
parte de estas máquinas pueden suministrar tanto corriente continua, como
alterna. La elección del tipo de generador más adecuado depende de las
características del metal a soldar. Algunos metales se sueldan más fácilmente,
con corriente alterna, mientras que otros, para conseguir buenos resultados,
exigen el soldeo con corriente continua.
Con vistas a entender los efectos de ambos tipos de
corriente, en el apartado siguiente se estudia su comportamiento, así como su
influencia en el proceso de soldeo.
Corriente
continua y polaridad inversa
Cuando se trabaja con corriente continua, el circuito
de soldadura puede alimentarse, con polaridad directa, o con polaridad inversa,
la circulación de electrones se produce desde la pieza hacia el electrodo,
originando un fuerte calentamiento de este último. El intenso calor generado en
el electrodo tiende a fundir el extremo del mismo y puede producir la
contaminación del cordón de soldadura, con polaridad inversa, requiere el
empleo de electrodos de mayor diámetro que lo utilizados con polaridad directa
a la misma intensidad.
Por ejemplo, un electrodo de tungsteno de 1.5 mm de
diámetro, puede soportar una corriente de unos 125 A, cuando se trabaja con
polaridad directa. Con el mismo electrodo y la misma intensidad de corriente,
pero con polaridad inversa, el extremo del electrodo entraría rápidamente en
fusión del electrodo, sepia necesario recurrir a un diámetro de unos 6 mm, por
lo menos.
La polaridad también afecta a la forma del cordón.
Concretamente, la polaridad directa de lugar a cordones estrechos y de buena
penetración. Por el contrario, la polaridad inversa produce cordones anchos y
pocos penetrados.
Por estas razones, la corriente continua con polaridad
inversa no se utiliza nunca en el procedimiento TIG. Como excepción, se utiliza
ocasionalmente en el soldeo de aluminio o magnesio. En estos metales se forma
una pesada película de óxido, que se elimina fácilmente cuando los electrones
fluyen desde la pieza hacia el electrodo (polaridad inversa). Esta acción de
limpieza del óxido no se verifica cuando se trabaja e polaridad inversa. Este
tipo de acción limpiadora, necesaria en el soldeo del aluminio y del magnesio,
no se precisa en otros tipos de metales y aleaciones. La limpieza del óxido se
atribuye a los iones de gas, cargados positivamente, que son atraídos con
fuerza hacia la pieza, tienen suficiente energía para romper la película de
óxido y limpiar el baño de fusión.
En general, la corriente alterna es la que permite
obtener mejores resultados en la soldadura del aluminio y del magnesio.
Corriente
continua y polaridad directa
En general, es la que permite obtener mejores
resultados, por lo tanto se emplea en la soldadura TIG de la mayoría de metales
y aleaciones.
Puesto que la mayor concentración de calor se consigue
en la pieza, el proceso de soldeo es más rápido, hay menos deformación del
metal base y el baño de fusión es más estrecho y profundo que cuando se suelda
con polaridad inversa. Además, como la mayor parte del calor se genera en el
baño de fusión, puede utilizarse electrodos de menor diámetro.
Corriente
Alterna
La corriente alterna viene a ser una combinación de
corriente continua, con polaridad directa y corriente continua con polaridad
inversa. Durante medio ciclo se comporta como una corriente continua de una
determinada polaridad, y el semi-ciclo restante esta polaridad se invierte.
En la práctica, la suciedad y los óxidos que se puedan
acumular sobre la pieza, junto con el bajo poder de la misma (está
relativamente fría), dificultan la circulación de la corriente durante el
semiciclo de polaridad inversa (fenómeno de rectificación). Cuando la
rectificación es total, la onda de la corriente alterna toma la forma de una
línea que va de polo negativo a positivo.
Este fenómeno de rectificación, que va a ser parcial o
total, provoca la inestabilidad del arco, e incluso puede llegar a extinguirlo.
Para evitar los inconvenientes de la rectificación y estabilizar el arco, los
grupos de corriente alterna para soldadura TIG están dotados de un generador de
alta frecuencia. La corriente de elevada frecuencia. La corriente de elevada frecuencia,
suministrada por este generador, salta fácilmente entre el electrodo y la
pieza, rompiendo la película de óxido y abriendo paso para la corriente
principal.
El portaelectrodos
Tienen la misión de conducir la corriente y el gas de
protección hasta la zona de soldeo. Puede ser de refrigeración natural (por
aire) o de refrigeración forzada (mediante circulación de agua). Los primeros
se emplean en la soldadura de espesores finos, que no requieren grandes
intensidades, y los de refrigeración forzada se recomienda para trabajos que
exijan intensidades superiores a los 200 amperios. En estos casos, la
circulación del agua por el interior del porta-electrodos evita el sobrecalentamiento
del mismo.
El electrodo de tungsteno, que transporta la corriente
hasta la zona de soldeo, se sujeta rígidamente mediante una pinza alojada en el
cuerpo del porta-electrodos. Cada porta-electrodos dispone de un juego de
pinzas, de distintos tamaños, que permiten la sujeción de electrodos de diferentes
diámetros. El gas de protección llega hasta la zona de soldadura a través de la
boquilla de material cerámico, sujeta en la cabeza del porta-electrodos. La
boquilla tiene la misión de dirigir y distribuir el gas protector sobre la zona
de soldadura. A fin de acomodarse a distintas exigencias de consumo cada
porta-electrodos va equipados con un juego de boquillas de diferentes
diámetros. Con vistas a eliminar turbulencias en el chorro de gas, que podrían
absorber aire y contaminar la soldadura, algunos porta-electrodos van provistos
de un dispositivo consistente en una serie de mallas de acero inoxidable, que
se introduce en la boquilla, rodeando al electrodo.
Actuando sobre el interruptor de control situado en el
porta-electrodos, se inicia la circulación de gas y de corriente. En algunos
equipos la activación de los circuitos de gas y de corriente se realiza mediante
un pedal. Este segundo sistema presenta la ventaja de que permite un control
más riguroso de la corriente de soldeo cuando nos aproximamos al final del
cordón. Decreciendo gradualmente la intensidad de la corriente, disminuye el
cráter que se forma al solidificar el baño y hay menos peligro de que la parte
final de la soldadura quede sin la protección gaseosa adecuada.
Las boquillas para gas se eligen de acuerdo con el
tipo y tamaño del porta-electrodo, y en función del diámetro del electrodo. La
siguiente tabla puede servir de orientación, aunque, en general, es conveniente
seguir las recomendaciones de los fabricantes.
ELECTRODO DE
TUNGSTENO
|
|
DIAMETRO (mm)
|
BOQUILLA
|
1.5
|
6-10
|
2.5
|
10-12
|
3
|
12-14
|
5
|
14-20
|
ELECTRODOS
Los diámetros más utilizados son los de 1.5 - 2.5 y 3
mm. Pueden ser de tungsteno puro, o de
tungsteno aleado. Estos últimos suelen tener un uno o
un dos por ciento de torio, o de circonio. La adición de torio aumenta la
capacidad de corriente del electrodo, así como su poder de emisión electrónica.
Además, para una intensidad dada, mantiene más frío el extremo del electrodo;
facilita el cebado del arco; permite mantener un arco más estable y disminuye
el riesgo de contaminación del electrodo ante un eventual contacto con la
pieza.
Trabajando a la misma intensidad, los electrodos con
el 2% de torio conservan la forma puntiaguda del extremo durante más tiempo que
los de 1% de torio. Los electrodos más ricos en torio se utiliza con mucha
frecuencia en la soldadura de uniones criticas, en la industrias aeronáutica y espacial.
Sin embargo, apenas presentan ventajas sobre los menos toriados, en la
soldadura de la mayoría de los aceros.
Además de los mencionados, existen los electrodos con
sector de torio, los cuales combinan las ventajas de los de tungsteno puro y
llevan, en toda su longitud, un sector altamente aleado en torio.
La selección del diámetro del electrodo se realiza en
la función de la intensidad necesaria y del tipo de corriente a utilizar.
Cuando se trabaja en polaridad inversa, se necesitan diámetros mayores en la
polaridad directa.
Afilado del electrodo. Para obtener buenos resultados
en la soldadura deben utilizarse un electrodo afilado correctamente. En
general, suelen afilarse en punta, para el soldeo de la corriente continua; y
en forma semiesférica, para soldar con corriente alterna.
También es importante que el electrodo esté bien
recto, pues en caso contrario, el chorro de gas protector y el arco no serían
concéntricos.
Electrodos para sistema TIG
Los electrodos para sistema TIG están fabricados con
tungsteno o aleaciones de tungsteno, lo que lo hace prácticamente no
consumible, ya que su punto de fusiones es de sobre los 3.800º C. Su
identificación se realiza por el color de su extremo.
Cuadro de
tipos de electrodos y su identificación:
TIPOS DE ELECTRODO
|
IDENTIFICACION
|
AWS
|
Electrodo de tungsteno puro
|
Punto verde
|
EWP
|
Electrodo de tungsteno – torio (1% Th)
|
Punto amarillo
|
EWTh - 1
|
Electrodo de tungsteno - torio(2 % Th)
|
Punto rojo
|
EWTh - 2
|
Electrodo de tungsteno - circonio
|
Punto café
|
EW Zr
|
Diámetros más
utilizados:
·
1.6 mm (1/16")
·
2.4mm (3/32").
·
3.2 mm (1/8")
·
largo estándar: 3"y7".
La adición de 2% de torio permite una mayor capacidad
de corriente, mejor iniciación y estabilidad del arco
Cuadro de
selección de electrodos:
MATERIAL
|
TIPO DE CORRIENTE
|
PENETRACION
|
GAS
|
ELECTRODO
|
ALUMINIO
|
CAAF
|
MEDIA
|
ARGON
|
W
|
ACERO INOX.
|
CCEN
|
ALTA
|
ARGON
|
W-Th
|
ACERO DULCE
|
CCEN
|
ALTA
|
ARGON / HELIO
|
W-Th
|
COBRE
|
CCEN
|
ALTA
|
ARGON
|
E-Th
|
NIQUEL
|
CCEN
|
ALTA
|
ARGON
|
E-Th
|
MANGANESO
|
CAAF
|
MEDIA
|
ARGON
|
W
|
NOTA
|
Significados siglas
|
|||
CCAF
|
Corriente alterna y alta frecuencia
|
|||
CCEN
|
Corriente continua, electrodo negativo
|
|||
W
|
Tungsteno
|
|||
W -TH
|
Tungsteno – Torio
|
|||
Puntos a
recordar
·
El procedimiento TIG puede aplicarse a la soldadura de prácticamente todos
los metales y aleaciones, en distintos espesores y tipos de unión.
·
Utilizar la boquilla del tamaño adecuado. Las boquillas demasiados pequeñas
tienden a calentar excesivamente, lo que produce, fisuraciones y rápidos
deterioros.
·
Para soldar con intensidades superiores a 200 amperios hay que recurrir a
los porta-electrodos refrigerados por agua.
·
El argón es el gas protector que se utiliza normalmente en la soldadura TIG
·
La Soldadura TIG puede realizarse con corriente continua o con corriente
alterna,. Cuando se suelda con continua, la polaridad directa es la que mejor
provoca resultados. Para la soldadura de algunos metales la corriente alterna
con estabilización por alta frecuencia da mejor resultado que la corriente
continua.
·
El diámetro del electrodo a utilizar depende del espesor y naturaleza del
material a soldar. Hay que comprobar que el afilado del extremo es el adecuado
al tipo de corriente que se va a utilizar.
·
En muchos casos, para el soldeo de espesores finos, es necesario emplear
placas soporte.
·
Comprobar que el electrodo sobresale de la boquilla la distancia correcta.
·
Utilizar los caudales recomendados para el gas de protección. En caso
contrario, puede ocurrir que la protección no sea efectiva.
·
Cuando es necesario el empleo de material de aportación, utilizar el
diámetro de varilla adecuado.
·
Cuando se utilizan porta-electrodos refrigerados por agua, asegurarse de
que hay circulación de agua.
·
No intentar cambiar o ajustar el electrodo mientras el circuito está bajo
tensión


El arco salta entre el electrodo
de Wolframio o tungsteno (que no se consume) y la pieza, el metal de aportación
es una varilla sin revestimiento de composición similar a la del metal base.
·
Con electrodo consumible (método MIG y MAG).
Este tipo de soldadura también se
conoce como soldadura GMAW (Gas, Metal, Arc, Welding) en donde MIG significa
Metal-Inert-Gas.
La soldadura GMAW, Es un proceso
sumamente sencillo, aunque requiere de habilidades técnicas muy específicas,
tiene el inconveniente de que es un proceso con poca productividad, debido
fundamentalmente a que no es un proceso continuo, dada esta limitación se
desarrollo el proceso de soldadura MIG. Que va a permitir al operador una mayor
continuidad en la operación, y también tendrá una mejor utilización del
material de aporte.
Este equipo fundamentalmente
opera bajo el mismo principio de la soldadura con electro, con una diferencia
significativa, ya que el material de aporte viene en rollos y en forma de
alambre continuo, lo que permite una mayor movilidad en la ejecución, y con el
beneficio, de que requiere un poco menos de destrezas técnicas de parte del
operario.
El proceso
El proceso como decía
anteriormente es exactamente el mismo, la diferencia significativa, esta que en
lugar de tener un electrodo, vamos a tener un alambre continuo, que nos servirá
para establecer el arco eléctrico, pero además en este proceso no tenemos
recubrimiento, por lo que la atmosfera de protección lo provee un gas Inerte o
Activo.
Diagrama esquemático
del proceso de soldadura MIG

El Equipo
El equipo de una soldadura MIG.
Varia significativamente, ya que además de la fuente de poder necesitamos de un
equipo adicional, que permita mantener de forma continua la alimentación del
alambre para soldar, además de eso la antorcha varia significativamente ya que
debe de facilitar también la inyección del gas de protección. Sin embargo como
podemos ver en la figura 8. Su equipamiento final también es relativamente
sencillo.


Equipo de soldadura MIG
El alambre
Este es el que sirve como
material de aporte y que conforma el cordón de soldadura, debe poseer las
características propias del material que se desea soldar, y al igual que en el
caso del electrodo recubierto, también esta estandarizado por AWS. Como sigue.

Gas de Protección
El gas de protección ha de
mantenerse a un flujo adecuado, para que la atmosfera de protección sea la más
adecuada.
Como gas inerte se utiliza
generalmente el Argón (pueden utilizarse otros gases) es un gas inodoro, e
incoloro, no es corrosivo, y no reacciona con los materiales que se están
soldando, se identifica con un color azul claro en la parte superior del
cilindro.
Aquí se sustituye el electrodo
refractario de wolframio por un hilo de alambre continuo y sin revestimiento
que se hace llegar a la pistola junto con el gas.
Según sea el gas así recibe el
nombre, (MIG = Metal Inert Gas) o MAG si utiliza anhídrido carbónico que es más
barato.

La soldadura por arco eléctrico
puede realizarse empleando corriente continua o alterna. La tensión más
ventajosa en corriente continua es de 25 a 30 voltios, pero para cebar el arco
al comenzar la tensión ha de ser de 70 a 100 voltios; por este motivo, es
necesario intercalar una resistencia en serie que haga de regulador. La
intensidad de corriente está comprendida entre 30 y 300 amperios, según la
amplitud y la profundidad de la soldadura que se vaya a realizar. Las máquinas
de corriente alterna para soldadura llevan un transformador que reduce la
tensión de la red, generalmente de 220 voltios, a la de soldadura (inferior a
70 voltios). Estos equipos son más sencillos y económicos; por eso son los más
empleados, sobre todo para algunos trabajos que se realizan en pequeños
talleres.

Soldadura
aluminotérmica o con termita
Utiliza como fuente de calor para
fundir los bordes de las piezas a unir y metal de aportación el hierro líquido
y sobrecalentado que se obtiene de la reacción química se produce entre el
óxido de hierro y el aluminio de la cual se obtiene la alúmina (óxido de
aluminio), hierro y una muy alta temperatura.
3 Fe3O4 + 8 Al 4 Al2O3 + 9 Fe + calor
La alúmina forma una escoria en
la parte superior de la unión evitando la oxidación. Para efectuar la soldadura
se realiza un molde de arena alrededor de la zona de soldadura y se vierte el
metal fundido en él.

Procedimientos de
energía radiante
Un reducido número de procesos
utilizan para la soldadura energía radiante. Su importancia, dentro del volumen
total del producto industrial es todavía muy reducida; pero merecen ser
destacados por lo que aportan de perspectiva de futuro.
Lo que caracteriza a estos
procedimientos es su extraordinario poder para aportar la energía en la zona exacta
donde se necesita, mediante e enfoque de la fuente radiante sobre el objeto que
se va a soldar. Como consecuencia se reduce al mínimo la zona afectada por la
unión, no produciendo deformaciones apreciables.
Por todo ello, y como excepción
en los procesos de soldadura, estos procedimientos aparecen como procesos de
acabado, ejecutados como últimos pasos de la fabricación.
De todos ellos, el único que ya
ha tomado forma de procedimiento industrial es la soldadura por haz de electrones.
El procedimiento se basa en
aprovechar la energía cinética de un haz de electrones para bombardear la pieza
en la zona que se desea fundir. El proceso tiene lugar en una cámara de vacío a
partir de un cañón de electrones.

Soldadura por
resistencia eléctrica
Este tipo de soldadura se basa en
el efecto Joule: el calentamiento se produce al pasar una corriente eléctrica a
través de la unión de las piezas. El calor desprendido viene dado por la
expresión:
Q = 0,24 . I2. R . t
Siendo:
Q = calor (en calorías).
I = intensidad de corriente eléctrica (en
amperios).
R = resistencia (en ohmios) al paso de la
corriente eléctrica.
t = tiempo (en segundos).
La soldadura por resistencia
puede realizarse de las siguientes maneras:
·
Por puntos. Las piezas -generalmente chapas-
quedan soldadas por pequeñas zonas circulares aisladas y regularmente
espaciadas que, debido a su relativa pequeñez, se denominan puntos. Las chapas
objeto de unión se sujetan por medio de los electrodos y, a través de ellos, se
hace pasar la corriente eléctrica para que funda los puntos. Cuando se solidifican,
la pieza queda unida por estos puntos, cuyo número dependerá de las
aplicaciones y de las dimensiones de las chapas que se unen.

Este tipo de
soldadura por puntos tiene gran importancia en la industria moderna, sobre todo
en chapa fina. Se emplea en la fabricación de carrocerías de automóviles,
electrodomésticos (por ejemplo, neveras), y en las industrias eléctrica y de
juguetería.
Existen
algunas variantes de la soladura por puntos: por puntos individuales, por
puntos múltiples, bilateral, unilateral, etc.


·
Por costura. La soldadura eléctrica por costura
se basa en el mismo principio que la soldadura por puntos, pero en este caso
las puntas de los electrodos se sustituyen por rodillos, entre los cuales y,
presionadas por el borde de éstos, pasan las piezas a soldar. De esta manera se
puede electrodos mientras pasa la corriente eléctrica.

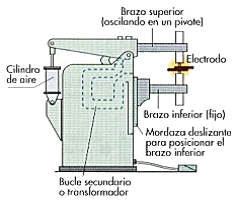
·
A tope. Las dos piezas que hay que soldar se
sujetan entre unas mordazas por las que pasa la corriente, las cuales están
conectadas a un transforma dor que reduce la tensión de red a la de la
soldadura. Las superficies que se van a unir, a consecuencia de la elevada
resistencia al paso de la corriente que circula por las piezas, se calientan ha
esta la temperatura conveniente para la soldadura. En este momento se
interrumpe la corriente, y se aprietan las dos piezas fuertemente una contra
otra. Una variante de este método es no ejercer presión sino dejar que entre
las piezas se realicen múltiples arcos eléctricos, llamado por chisporroteo.


Durante la soldadura conviene
refrigerar las mandíbulas de las mordazas.
También se
puede realizar el calentamiento de las zonas a unir con gases y posteriormente
ejercer presión (a tope con gases).

CALSIFICACIÓN DE LOS PROCEDIMIENTOS DE SOLDADURA
|
||
POR
FUSION
|
POR
OXIGAS
|
·
OXIACETILENICA
·
AIRE-ACETILENO
·
OXHIDRICA
·
OTROS GASES COMBUSTIBLES
|
AL
ARCO ELECTRICO
|
·
ELECTRODO DE CARBONO
·
ARCO DOBLE DE CARBONO
·
ELECTRODO DE COARBONO EN ATMOSFERA INERTE
·
HIDROAENO ATOMINO
·
ELECTRODO METALICO DESNUDO
·
ELECTRODO METALICO REVESTIDO
·
ARCO SUMERGIDO
·
TIG
·
MIG
·
MAG
·
SOLDADURA DE ESPARRAGOS
·
PLASMA
|
|
POR
RESISTENCIA
|
·
POR PUNTOS
·
POR COSTURAS
·
POR PROTUBERANCIAS
·
A TOPE
|
|
POR
PARTICULAS DE ALTA ENERGIA
|
·
RAVO DE ELECTRONES
·
RAYO LASER
|
|
BAJO
ELECTROSCORIA
|
||
ALUMINOTERMICA
|
||
SIN
FUSION
|
·
FORJA
·
PRESION EN CALIENTE
·
PRESION EN FRIO
·
FRICCION
·
EXPLOSION
·
POR INDUCCION
·
POR ALTA FRECUENCIA
·
POR ULTRA SONIDO
|
|
SOLDADURA
FUERTE
|
·
CON SOPLETE
·
EN HORNO
·
POR INMERSION
·
POR ELECTRICIDAD
|
|
SOLDADURA
BLANDA
|
||
PROCEDIMIENTO SEGURO DE TRABAJO
GENERAL PARA EL PROCESO DE SOLDADURA
RIESGO
DURANTE EL PROCESO DE SOLDADURA
·
Incendio y/o explosión por trabajos en
ambientes inflamables.
·
Inhalación de humos y gases
PROCEDIMIENTO SEGURO DE TRABAJO
- · Comprueba que no hay personas en el entorno de la vertical del puesto de trabajo y delimita la zona.
- · No sueldes en lugares donde se almacenen materiales inflamables, combustibles, donde exista riesgo de explosión o en el interior de recipientes que hayan contenido sustancias inflamables.
- · No sueldes en locales donde se hayan realizado trabajos en los que hayan podido desprenderse gases o vapores inflamables. Asegúrate de que se hayan ventilado suficientemente.
- · No sueldes en recipientes, o sobre ellos, que contengan o hayan contenido materiales inflamables sin asegurar primero su adecuada limpieza.
- · No sueldes en superficies que contengan grasas o aceites.
- · Comprueba que todos los materiales inflamables están alejados o protegidos de chispas. No realices operaciones de soldadura a menos de 10 metros de materiales combustibles. Si no es posible respetar esta distancia, aísla o apantalla adecuadamente dichos materiales.
- · Comprueba que dispones de un extintor en la zona de soldadura.
- · No utilices oxígeno para limpiar o soplar las piezas o tuberías o para limpiar una estancia.
- · No engrases ninguna parte del equipo de soldadura con gas.
- · Cuando los materiales a soldar tengan algún tipo de recubrimiento metálico, pintura o grasas o aceites, elimínalos limpiándolos mediante raspado o esmerilado, disolventes, etc.
- · Cuando se trabaje con aleaciones o revestimientos que puedan contener metales como el cromo, níquel, cadmio, zinc, plomo, etc., el puesto de trabajo ha de ser dotado de sistemas de ventilación general y extracción localizada suficientes para eliminar el riesgo de intoxicación por humos y gases de soldadura.
·
Cúbrete los brazos antes de empezar a soldar.
OPERACIONES DURANTE EL SOLDEO
- Proyecciones
de partículas a la cara y cuerpo por la salpicadura del metal de las
piezas trabajadas.
- Quemaduras
producidas por salpicaduras del metal incandescente y/o contacto con los
objetos calientes que se están soldando.
- Inhalación
de humos y gases tóxicos por las características de los metales sobre los
que se trabaja, materiales de aporte, etc.
- Otros:
golpes, caídas, choques, atrapamientos, etc.
- Por
las características del lugar de trabajo y la manipulación de botellas.
- No toques las piezas recién soldadas y
señalízalas.
- Durante el picado o descascarillado de la escoria
del cordón de soldadura, usa permanentemente gafas de protección adecuada.
- No fumes.
- En trabajos al aire libre, sitúate a sotavento,
de espaldas al viento, para que los humos y gases generados se alejen de
las vías respiratorias.
- Utiliza equipos
para manipular cargas, como por ejemplo carretillas, cintas transportadoras,
mesas elevadoras, etc.
OPERACIONES TRAS EL SOLDEO
- Incendio
y/o explosión
- Revisa
la zona de trabajo a fin de detectar posibles focos de incendio.
SOLDADURA POR OXIGAS
Dentro de este grupo de soldadura se encuentran todos aquellos procedimientos
en los que la fusión de las piezas a unir se logra mediante el calor aportado
por la llama procedente de la combustión de un gas o gases combustibles (generalmente
acetileno y oxígeno) en un equipo denominado soplete, pudiendo utilizar
o no metal de aportación.
La llama más utilizada es la oxiacetilénica en la que se consigue
una temperatura de unos 3200 ºC, pero también se pueden utilizar otros tipos de
llamas como oxipropano, oxihidrógeno u oxigas natural.


PROCEDIMIENTO
SEGURO DE TRABAJO PARA LA SOLDADURA DE OXIGAS
OPERACIONES
PREVIAS AL SOLDEO
- Incendio y/o explosión en los procesos de
encendido y apagado.
•
Incendio y/o explosión
por montaje incorrecto del soplete o estar en mal estado.
•
Inhalación de humos y
gases tóxicos por sistemas de extracción inexistente o ineficiente.
•
Asegúrate de que los
grifos y los manorreductores de las botellas de oxígeno están limpios de
grasas, aceites o combustible de cualquier tipo.
•
No manejes las
botellas con las manos o guantes grasientos.
USO DE MANGUERAS:
•
Deben ser de material
compatible y presión adecuada al gas a utilizar. Si existieran dudas, consulta
al suministrador del gas.
•
Deben ser de longitud
adecuada al trabajo a realizar.
•
Antes de encender el
mechero, comprueba que las mangueras no están deterioradas, las conexiones
están hechas correctamente y están instaladas las válvulas antirretroceso.
•
Comprueba que no
existen pérdidas en las conexiones de las mangueras utilizando agua jabonosa,
por ejemplo. Nunca utilices una llama para efectuar la comprobación.
•
No utilices mangueras
de igual color para gases diferentes.
•
Conviene que las
mangueras de oxígeno y gas combustible estén unidas. No utilices alambres para
ello, sino abrazaderas.
•
Las mangueras no
atravesarán vías de circulación de vehículos o personas sin estar protegidas
con apoyos de paso de suficiente resistencia a la compresión.
USO DEL SOPLETE
•
Maneja el soplete con
cuidado y no lo utilices para golpear.
•
Para el encendido del
soplete usa un mechero de chispa con mango para mantener la mano alejada del
soplete.
•
En la operación de
encendido sigue la siguiente secuencia de actuación:
a)
Abre lentamente y
ligeramente la válvula del soplete correspondiente al oxígeno.
b)
Abre la válvula del
soplete correspondiente al otro gas combustible alrededor de 3/4 de vuelta.
c)
Enciende la mezcla con
un chispero (no con llama).
d)
Aumenta la entrada del
combustible hasta que la llama no despida humo.
e)
Acaba de abrir el
oxígeno según necesidades.
f) Verifica el manorreductor
OPERACIONES DURANE EL SOLDEO
•
Proyecciones de partículas,
quemaduras e inhalación de gases tóxicos.
•
Incendio y/o explosión
por utilización incorrecta del soplete.
•
Incendio y/o explosión
por fugas o sobrecalentamientos incontrolados de las botellas de combustible.
•
Exposición a
radiaciones ultravioleta, infrarroja y visible procedentes del soplete y del
metal incandescente del arco de soldadura.
•
Otros: golpes, caídas,
choques, atrapamientos, etc. Por las características del lugar de trabajo y la
manipulación de botellas.
•
Evita que las chispas
producidas por el soplete alcancen o caigan sobre las botellas, mangueras o
líquidos inflamables.
•
Ten especial cuidado
con la dirección de la llama del soplete.
•
No mires a la llama
con los ojos descubiertos, utiliza gafas de protección.
•
En caso de producirse
retorno de llama:
•
Cierra la llave de
paso del oxígeno interrumpiendo la alimentación a la llama interna.
•
Cierra la llave de
paso del gas combustible y después las llaves de alimentación de ambas
botellas.
•
En ningún caso dobles
las mangueras para interrumpir el paso del gas.
USO DE MANGUERAS:
•
Evita el contacto de
las mangueras con grasas y aceites, evitando el riesgo de explosión.
•
Evita que las
mangueras entren en contacto con superficies calientes, bordes afilados o
caigan sobre ellas chispas, procurando siempre que no formen bucles.
•
No trabajes con las
mangueras situadas sobre los hombros o entre las piernas.
USO DEL SOPLETE
•
No deposites los
sopletes conectados a las botellas en recipientes cerrados.
•
Dispón de un soporte
en el que colocar el soplete durante las pequeñas paradas.
•
Apaga el soplete
cuando no se necesite inmediatamente.
•
Si el soplete tiene
fugas se debe dejar de utilizar inmediatamente y avisar para su reparación.
•
Enfría el soplete
excesivamente caliente introduciéndolo en agua.
OPERACIONES TRAS EL SOLDEO
•
Incendio y/o
explosión.
•
Revisa la zona de
trabajo a fin de detectar posibles focos de incendio.
•
Después de un
retroceso de llama o de un incendio del grifo de una botella, comprueba que la
botella no se calienta sola.
USO DE MANGUERAS:
•
No dejes las mangueras
enrolladas sobre las ojivas de las botellas.
•
No estrangules nunca
una manguera para cortar el paso de gas.
•
Después de un retorno
accidental de llama, desmonta las mangueras y comprueba que no han sufrido
daños. En caso afirmativo sustituye por unas nuevas desechando las
deterioradas.
USO DEL SOPLETE:
•
En la operación de
apagado debería cerrarse primero la válvula del gas combustible y después la
del oxígeno.
•
No cuelgues nunca el
soplete en las botellas, ni siquiera apagado.
•
Limpia periódicamente
las toberas del soplete pues la suciedad acumulada facilita el retorno de la
llama.
•
Para limpiar las
toberas puedes utilizar una aguja de latón.

Estas son algunas medidas
importantes de seguridad a tomar en cuenta al manejar los gases para la soldadura
oxiacetilénica
1. Transporte los cilindros en
diablos, carretillas o montacargas.
2. Los cilindros deben estar siempre
verticales, principalmente los de acetileno (horizontales pueden explotar).
3. Detectar las fugas con jabonadura.
4. Revisar el código de color del
cilindro antes de usarlo.
OXIGENO
1. Mantenga llamas, chispas y calor
lejos de los cilindros de oxígeno
2. Nunca permita un exceso de oxígeno
en la atmósfera
3. No use el oxígeno como sustituto
del aire comprimido
4. No deje abierta la llave del
oxígeno mientras realiza otra actividad
5. No usar mangueras con fugas
6. En lugares cerrados no usar
oxígeno. Únicamente aire.
7. No aplique oxígeno sobre la ropa
8. No conecte herramientas de aire al
oxígeno
9. Evite que les caiga aceite o grasa
a los cilindros
10. No use grasa en las conexiones
Acetileno.
1. Los cilindros (acumuladores) de
acetileno deben estar siempre verticales.
2. Presión máxima recomendada:
1kg/cm2.
3. No usar cobre con acetileno. Los
acetiluros de cobre explotan al impacto.
4. Trabajar acetileno solo en
espacios abiertos.
5. 2% de acetileno en oxígeno es
explosivo. No permita fugas de acetileno en espacios cerrados.
6. Use el olfato para detectar fugas.
El acetileno huele a ajo.
Algunas recomendaciones acerca del
equipo a utilizar cuando se trabaja con soldadura oxiacetilénica
- Use
la boquilla adecuada
- Use
las conexiones adecuadas
- Use
mangueras de alta calidad
- Mantenga los
cilindros con capuchón si no están en uso.
- Revise que no haya
grasa en las válvulas.
- Abra ligeramente las
válvulas para ver que no haya obstrucciones.
- No fume en el área.
- No fuerce las
válvulas con herramienta inadecuada.
El proceso de encendido del
soplete de soldadura oxiacetilénica
1. Abra primero la válvula del
cilindro.
2. Ajuste las presiones del
regulador.
3. Abra la válvula del acetileno y
gire el tornillo de la válvula del regulador hasta que marque la presión
correcta (1Kg/cm2).
4. Cierre la válvula del gas
combustible en el soplete.
5. Repita las operaciones anteriores
con el oxígeno, use las tablas de presión, para obtener la que sea adecuada a
lo que desea hacer (0.35 a 0.77 Kg/cm2 para soldar y de 2.5 a 5.48 Kg/cm2 para
corte).
6. Cierre la válvula del oxígeno en
el soplete
7. Purgue el acetileno y el oxígeno
abriendo las válvulas del soplete alternativamente. Ciérrelas.
8. Coloque el encendedor en ángulo
recto al soplete.
9. Abra el gas combustible y
enciéndalo.
10. Abra el oxígeno y regule la flama.
Para apagar el soplete de
soldadura oxiacetilénica
1. Cierre la válvula del acetileno
del soplete.
2. Cierre la válvula del oxígeno del
soplete.
3. Cierre las válvulas de los
cilindros.
4. Purgue las dos mangueras abriendo
nuevamente, una por una, las válvulas del soplete.
5. Cierre las válvulas del soplete
para evitar el retroceso de la llama.
Medidas de seguridad.
1.- Cuando abra el cilindro, compruebe que no apunta la
válvula hacia una persona.
2.- Compruebe que las roscas del cilindro no están dañadas
antes de efectuar la conexión.
3.- Cuando abra las válvulas:
·
La de oxígeno se abre por completo.
·
La de acetileno se abre solo vuelta y media.
4.- Nunca abra rápidamente las válvulas de los cilindros.
5.- Compruebe que guantes y manos están libres de grasa.
6.- Siempre vigile hacia donde está descargando los gases.
7.- Nunca abra más de vuelta y media la válvula del acetileno.
Otras recomendaciones.
Detección de fugas.
Use jabonadura en los
puntos siguientes:
1.
Válvula del cilindro de oxígeno.
2.
Válvula del cilindro de acetileno.
3.
Conexión del regulador de oxígeno.
4.
Conexión del regulador de acetileno.
5.
Conexiones de las mangueras.
6.
Válvulas de aguja de oxígeno y acetileno en el
soplete.
Para verificar si hay
fugas:
·
Cierre las válvulas del soplete.
·
Abra las válvulas de los cilindros.
·
Sí hay fugas limpie la conexión con un trapo
limpio, libre de grasas y apriétela.
·
Vuelva a aplicar la solución jabonosa
·
Repita el ciclo.
·
Cuando esté seguro que no hay fugas limpie todas
las conexiones con un trapo limpio.
Sobre las mangueras.
1.
La manguera de oxígeno es verde y rosca derecha.
2.
La manguera del acetileno es roja y tiene rosca izquierda.
3.
Use siempre mangueras diseñadas para soldar.
4.
Verifique fugas en las mangueras antes de
utilizarlas.
SOLDADURA AL ARCO ELECTRICO
Consiste en hacer pasar la corriente eléctrica entre
dos conductores, el electrodo y las piezas a soldar (también llamadas masa).
El arco salta, por tanto, entre las piezas a unir y el
electrodo metálico que, a su vez, actúa como metal de aportación. Las
temperaturas que se alcanzan pueden superar los 3.500 ºC, fundiéndose el metal
del electrodo y depositándose sobre las piezas y los bordes de las piezas a
unir. Se obtiene de esta forma un baño de metal fundido que al solidificar
proporciona la unión entre las piezas. Los diferentes procedimientos utilizados
vienen determinados por:
•
Tipo de
corriente (continua o alterna) y aparato que la produce (generador o
convertidor).
•
Tipo de
electrodo (de grafito o metálico).
•
Revestimiento
del electrodo (con o sin revestimiento).
•
Atmósfera
que rodea al electrodo (CO2, argón, helio, o mezclas de gases) Soldadura al
arco eléctrico
AL
ARCO ELECTRICO
|
·
ELECTRODO DE CARBONO
·
ARCO DOBLE DE CARBONO
·
ELECTRODO DE COARBONO EN ATMOSFERA INERTE
·
HIDROAENO ATOMINO
·
ELECTRODO METALICO DESNUDO
·
ELECTRODO METALICO REVESTIDO
·
ARCO SUMERGIDO
·
TIG
·
MIG
·
MAG
·
SOLDADURA DE ESPARRAGOS
·
PLASMA
|
Soldadura al arco con electrodo de carbono: Es el procedimiento más sencillo y el primero
utilizado por lo que prácticamente esta en desuso.
El arco eléctrico salta entre un electrodo de grafito
y la pieza a soldar, en atmósfera reductora, con o sin metal de aportación.
También se consigue haciendo saltar el arco entre dos
electrodos de grafito.
Soldadura al arco con electrodo metálico. En este caso
el arco salta entre las piezas a unir y un electrodo metálico que a su vez
actúa como metal de aportación. El electrodo utilizado puede ser sin
recubrimiento (desnudo) o con recubrimiento (revestido), siendo este último el
más utilizado. La misión del revestimiento es la de dar estabilidad al arco,
favorecer el cebado, formar una escoria protectora del metal fundido, crear una
pantalla de gases protectores y actuar como desoxidante pudiendo en ocasiones
aportar elementos de aleación a la soldadura.
Soldadura por arco sumergido. En este
procedimiento se utiliza un electrodo metálico continuo, sin ningún
revestimiento, que desempeña el papel de conductor y de metal de aportación. El
arco, la fusión, y la solidificación se encuentran protegidos por la escoria
producida por una flux que precede al arco.
Soldadura por arco con gas protector: se caracteriza
porque el electrodo, el arco y el baño de soldadura se protegen de la atmósfera
mediante un gas protector aporta do en la zona de soldadura. Existen diferentes
procedimientos según el tipo de electrodo (metálico o de wolframio) y de gas
protector, inerte (argón, helio o sus mezclas) o activo (CO2).
•
TIG
(Tungsten-lnert-Gas). Este procedimiento
de soldadura utiliza un electrodo de Wolframio no consumible (WlG), y el gas
protector es un gas inerte. Es apto para soldar aceros aleados y aleaciones
ligeras y especiales.
•
MIG (Metal-Inert-Gas).
Este procedimiento de soldadura utiliza en electrodo
metálico consumible y un gas inerte. Es adecuado para aceros aleados y no alea
dos, aluminio, cobre y sus aleaciones.
•
MAG (Metal-Activ-Gas).
Este procedimiento utiliza un electrodo metálico y un
gas activo (CO2 o mezclas de argón CO2- O2). Se utiliza para soldar aceros no
aleados o de baja aleación. La soldadura MIG y MAG, se las conoce como soldadura
semiautomática.
Soldadura por Plasma: Utiliza los mismos
principios de la soldadura TIG, por lo que se puede considerar como un
desarrollo de ella. La densidad energética, así como las temperaturas
alcanzadas en la soldadura por plasma, son mucho más elevadas que en el proceso
TIG.
Soldadura de espárragos: Se utiliza un
espárrago metálico como electrodo, sin aporte de material.
PROCEDIMIENTO SEGURO DE TRABAJO PARA
LA SOLDADURA EL ARCO ELECTRICO
OPERACIONES
PREVIAS AL SOLDEO
Los comunes al
proceso de soldadura general:
• Incendio y/o
explosión, e inhalación de humos y gases tóxicos.
En caso de
trabajar en un taller utiliza mamparas de separación de puestos de trabajo para
proteger al resto de operarios. El material ha de ser opaco o translúcido robusto.
Debe estar a una distancia del suelo mínima de 50 cm para facilitar la
ventilación.
•
El banco para
soldadura fija, tendrá aspiración forzada instalada junto al punto de
soldadura. El taller de soldadura tendrá ventilación directa y constante.
OPERACIONES DURANTE EL SOLDEO
Proyecciones de
partículas a la cara y el cuerpo y quemaduras.
•
Contacto eléctrico
directo con el circuito de alimentación por deficiencias de aislamiento, con
las conexiones a la red o a la máquina y en el circuito de soldadura cuando
está en vacío (tensión superior a 50 V); (ver contactos eléctricos).
•
Contacto eléctrico
indirecto con la carcasa de la máquina por algún defecto de tensión (ver
contactos eléctricos).
•
Exposición a
radiaciones ultravioleta, infrarroja y visible producidas por el arco
eléctrico.
•
Inhalación de humos y
gases tóxicos producidos por el arco eléctrico (óxidos de hierro, cromo,
manganeso, cobre, óxidos de carbono, óxido de nitrógeno, etc.
•
Otros: golpes, caídas,
atrapamientos, choques, etc., producidas por la manipulación de los equipos de
soldadura y según las características del lugar de trabajo.
No mires directamente
al arco voltaico.
•
Utiliza la pantalla de
mano o cabeza, que proteja los ojos, cara y cuello, dotada de ocular filtrante,
cristal inactínico adecuado.
•
No cebes el arco de
soldadura cerca de personas que no estén dotadas de la protección visual
adecuado
OPERACIONES TRAS EL SOLDEO
Los
comunes al proceso de soldadura general:
•
Incendio y/o explosión.

BIBLIOGRAFIA
https://tecnologiafuentenueva.wikispaces.com/file/view/Soldadura.pdf
TECNOLOGIA INDUSTRIAL. LA SOLDADURA
http://www.acesco.com/acesco/boletines/Notiacesco4.pdf
PROCESOS DE SOLDADURA
http://ingemecanica.com/tutorialsemanal/tutorialn43.html
TUTORIAL Nº 43 - SOLDADURA POR GAS Y OXIACETILÉNICA
http://www.tec.url.edu.gt/boletin/URL_08_MEC01.pdf
SOLDADURA AL ARCO ELÉCTRICO SMAW
http://www.elprisma.com/apuntes/ingenieria_industrial/soldaduratig/
SOLDADURA TIG - FUNDAMENTOS
http://html.rincondelvago.com/tipos-de-soldadura.html
TIPOS DE SOLDADURA_SOLDADURA BLANDA
http://www.ladep.es/ficheros/documentos/MANUAL.pdf
MANUAL DE BUENAS PRÁCTICAS DE PRL PARA LAS ACTIVIDADES DE SOLDADURA










No hay comentarios:
Publicar un comentario